
Автор: Игорь
Дата: 29.06.2016


Пайка нержавейки оловом для многих является достаточно сложным процессом, так как тут играет свою роль особенность поведения данного металла. Такой припой является одним из лучших вариантов, который может использоваться для нержавеющей стали. Это стандартный метод, который знаком многим, кто занимается пайкой, но в случае с нержавейкой не всегда можно гарантировать качественный и надежный результат. Данный процесс используется, как правило, для небольших соединений, когда требуется прикрепить мелкие детали. Также это необходимо при заделке мелких трещин и прочих подобных дефектов. Требования к соединению не столь высоки, как к сварке, тем не менее, необходимо сделать все максимально качественно. Припой для таких процедур поставляется в прутках, которые похожи на сварочную проволоку.

Пайка нержавейки оловом
В промышленности данный метод не так часто используется, как пайка нержавейки оловом в домашних условиях. Вне зависимости от того, происходит пайка при помощи паяльника, или с помощью газовой горелки, материал быстро растекается и все действия должны быть аккуратными. Чтобы уменьшить негативное влияние, следует правильно подбирать режимы работы, а также расходные материалы. В технических условиях все это осуществляется по ГОСТ 860-75.

|
Температура пламени горелки, градусов целься |
Мощность паяльника, Вт | Время воздействия, секунды | Диаметр припоя, мм |
| 232-240 | 80-100 | 5-10 | 2-4 |
Пайка оловом нержавейки предполагает правильный подбор инструментов и прочего оборудования. Для этого вам понадобится:
Паяльник желательно брать мощностью в 100 Вт, так как менее мощные модели не смогут расплавить материал.

Паяльник для пайки нержавейки
Если речь идет о соединениях больших размерах, то здесь может потребоваться и более мощный паяльник. Жало инструмента должно быть необгораемым, так как это существенно увеличивает срок его службы. Следует отметить, что возможности паяльника являются ограниченными, так как он может работать только с легкоплавными припоями. Для такой пайки лучше всего подойдут бруски чистого олова или прутки из серии ПОС.

Бруски олова для пайки нержавейки
Первый вариант хорошо подходит для посуды и прочих емкостей, так как не содержит примесей. В качестве флюса лучше всего для данной разновидности использовать ортофосфорную кислоту. Ею необходимо обрабатывать места, где будет паяться металл и тогда схватывание будет на куда более высоком уровне.
Пайка нержавейки паяльником предполагает грамотный подбор припоя, так как от него будет зависеть качество соединения. Одной из самых популярных в данном планет является серия «ПОС». В отличие от обыкновенного олова, которое продается для пайки в виде брусков, имеет еще дополнительные вкрапления свинца, что изменяет свойства материала. Стоит обратить внимание на марки:
В них может содержаться не только олово, но еще и кадмий, свинец и прочие металлы. Если вам нужно паять детали, которые будут соприкасаться с пищевыми продуктами, то в материале, кроме олова, ничего лишнего не должно быть, так как остальные вещи могут оказаться вредными для здоровья. Для нержавейки сложно подобрать флюс, так как далеко не каждый тут сможет пригодиться. Здесь требуется, так называемый «активный флюс», в качестве которого выступает паяльная кислота, ортофосфорная кислота или хлористый цинк. Желательно, как только он будет нанесен на поверхность, сразу начинать процедуру, чтобы флюс не взялся пленкой.
Перед тем как начнется пайка нержавейки оловом, требуется очистить от окисной пленки, которая может образовываться на поверхности металла, а также от прочих загрязнений. Это делается при помощи металлической щетки или наждачной бумаги.

Зачистка металла перед пайкой
Затем проходит процедура обезжиривания, для чего понадобится растворителем, для чего можно использовать и ацетон.Когда поверхность будет очищена можно наносить флюс, если вы не используете комбинированный припой, который уже содержит его в своем составе.
Нанесение флюса
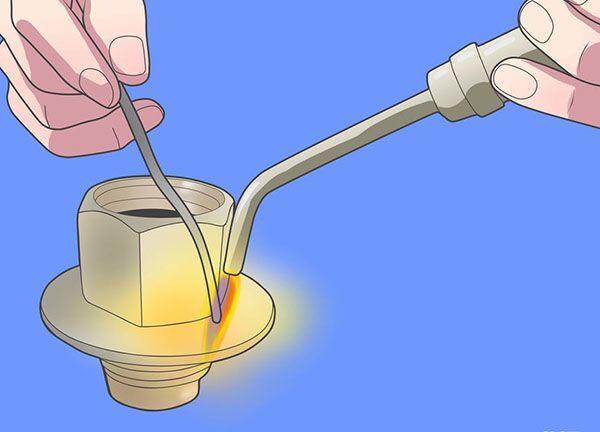
Далее происходит разогрев при помощи горелки или жала паяльника. При использовании горелки нужно следить за уровнем кислорода, так как при его избытке металл будет окисляться. Для распознавания такого параметра, необходимо обратить внимание на цвет пламени, так как в перенасыщенном составе оно будет светло-синим. Необходимо разогреть все место соединения до такой температуры, чтобы припой мог расплавиться.

Разогрев металла
Он должен плавиться не от горелки, а от разогретого ею металла. Припой укладывается в область, где находится стык, это делается постепенно, пока не будет заполнена вся область.
«Важно!
Это следует делать, пока излишки не начнут вытекать из зазоров, тогда можно гарантировать наилучшую степень схватывания.»
Для этого используется ГОСТ 19249-73. Здесь могут использоваться методы контроля с разрушением и без. Среди них выделяют такие как:
Когда происходит пайка нержавеющей стали оловом в домашних условиях, то следует соблюдать правила электробезопасности. Главной проблемой является то, что можно обжечься при контакте с паяльником, разогретым металлом или припоем. Также следует избегать вдыхания испарений металлов.

Автор: Игорь
Дата: 29.06.2016
Рейтинг статьи:


Понравилась статья?
Поделиться в соцсетях
ПОХОЖИЕ СТАТЬИ

 ОПРОСЫ
ОПРОСЫ
 ПОДПИСКА
ПОДПИСКА




Полное или частичное копирование материалов допускается при размещении активной ссылки



 Главная
Главная












