
Автор: Игорь
Дата: 21.01.2018


На сегодняшний день, в век инновационных технологий, красивый сварочный шов электродом остаётся популярным метолом соединения металлических конструкций различных деталей. Но чтобы знать и уметь порядок выполнения качественной сварки, потребуется изучить вопрос, как сделать красивый сварочный шов электросваркой. В интернете, как и в научной, технической литературе, имеется достаточное количество информации, которые помогать создать красивый и прочный шов для любой поверхности изделия.

Красивый сварочный шов

Согласно общепринятой классификации, имеется два варианта идеального сварочного шва, в частности:
К разъёмной технологии относятся швы и соединения, которые можно без ущерба разъединять, не нарушая соединительных элементов. В качестве простейших элементов выступают болт и гайка. Неразъёмное соединение относится к высокопрочным конструкционным решениям, детали ни в коем случае не разъединяются, не нарушается единственность и целостность конструкции. К такому варианту относятся заклёпочные и сварочные технологии. Как показывает опыт, чтобы добиться идеального качества отличным вариантом станет зона термического влияния сварного шва, которая обеспечивает высокий результат соединения.
Теперь необходимо выяснить, как правильно работать сваркой правильный шов, которой обеспечивает идеальную плоскость соединяемых деталей. Как известно, сама сварка является уникальной технологией, соединяемые детали под воздействием плавления стыкуются друг с другом, обеспечивая при этом надёжное соединение. Чтобы понять, как правильно делать сварочный шов, необходимо изучить различные факторы сварочного процесса, среди которых выделяются:
Последний фактор является весомым, и позволяет решить сложную задачу, стоящую перед специалистом – как правильно класть сварочный шов электросваркой.

Сварка идеального сварного шва
Инновационные разработки не стоят на месте, как и традиционные способы идеальный сварочный шов без зачистки предусматривает применение того или иного варианта приборов, где в качестве приоритетных являются:
Актуализация задачи как правильно класть сварочный шов, типична как для бытовых условий, так и для промышленного производства.
Технология газопрессования, предусматривает использование среды защитных газов на основе ацетил кислорода. Весомым плюсом этого способа является ее высокая производительность. Недаром ее применяют как в нефтяной, так и в газовой промышленности. Отличным подспорьем технологии газопрессования является прокладка трубопроводов, соединение частей металла в машиностроении.
Чтобы понять, как правильно варить сварочные швы, можно воспользоваться контактной технологией, которая рассчитана для работы в сети с небольшим напряжением. Этот вариант предназначен для сварки точечным или стыковым методом. В итоге образуется идеальный и качественный сварной шов общего вида.
Теперь разберёмся, как правильно варить сварочный шов. Для этих целей необходимо знать параметры толщины металла свариваемых изделий диаметр электродов, а также номинальный рабочий ток нашей электрической сети. Метод расчёта для идеального сварочного шва хитрым способом выглядит так:
Помещение, где мы должны проводить красивые сварочные швы должно быть вентилируемым, наличие предметом пожарной безопасности обязательное. Рабочее место должно быть оборудовано по всем параметрам безопасной работы, не забываем разместить инструменты в шаговой доступности. Зачистка поверхности и поверхности обрабатываемых изделий должно соответствовать общим принципам проведения работы. Проводим зачистку при помощи металлической щётки. Если хотим добиться отличного решения вопроса как сделать ровный сварочный шов, используем тиски, а также струбцины.
Для того чтобы получить первый практический опыт условия, как правильно делать сварной шов инвертором, предварительно практикуемся на сварке валиков плоскости.
«Обратите внимание!
В качестве оптимального варианта, используем рабочие электроды с диаметром сечения 3 мм.»
Этого параметра достаточно для того, чтобы можно было получить первые опытные результаты наших действий по соединению или резке металлических поверхностей.
Далее, необходимо знать природу электродов, условия их хранения, так как правила хранения во влажном помещении снижают технические характеристики электродов. Теперь определимся, как правильно класть сварочный шов сила тока при диаметре электрода 3 мм. Выполняем следующие действия:
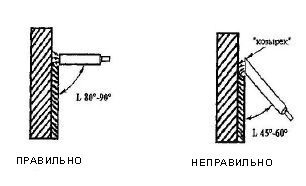
Правильный и неправильный угол сварки
Эти требования являются минимальными и, изучая дополнительные технологии и способы, вы можете узнать, как правильно делать сварной шов электродами.
Главная рекомендация заключается в том, чтобы вы правильно выбрали угол наклона дуги. При работе лучшим вариантом станет использование угла 75 градусов, но в ряде случаев, если соединение имеет сложную структуру, допускается отклонение угла сварки. Траектория движения держака с электродом может быть любой. Поступательное, продольное или поперечное движение – все эти методы возможны для создания красивого шва сварки.
Некоторые технологии допускают комбинировать варианты сварочных технологий, для усиления качества получаемого изделия. Для круглых поверхностей, например для трубопроводов, угол наклона меняется, и в данном случае он составляет 45 градусов, а методы можно использовать разнообразные, для того, чтобы добиться высокого качества шва и плотности соединения. Для проведения сварки сложных конструкций, к работе допускается сварщик, имеющий соответствующую квалификацию и уровень, позволяющие выполнять сложные технические работы по соединению или резке металлических поверхностей.

Автор: Игорь
Дата: 21.01.2018
Рейтинг статьи:

Понравилась статья?
Поделиться в соцсетях
ПОХОЖИЕ СТАТЬИ
 ОПРОСЫ
ОПРОСЫ
 ПОДПИСКА
ПОДПИСКА




Полное или частичное копирование материалов допускается при размещении активной ссылки



 Главная
Главная











