Автор: Игорь
Дата: 26.03.2017


Контактная сварка ГОСТ 15878-79 — термомеханический метод соединения металлов. Происходит при одновременном локальном нагреве током промышленной частоты и сжатии поверхностей. Осиновые виды промышленности, где применяется контактная сварка: радиоэлектроника, авиастроение, автомобилестроение, бытовая техника. Обозначение, которое используется в мировых стандартах: ERW.

Контактная точечная сварка
Контактная сварка незаменима для соединения тонкого металла (0,01-3 мм), там, где другие виды невозможно применить из-за высокой мощности сварочных агрегатов. Также для получения прочного шва в напряженных конструкциях, работающих под давлением труб используется контактная стыковая сварка.

Как и для всех видов технологических операций, контактная сварка имеет свои преимущества и ограничения. Начнем с преимуществ:
Тем не менее, контактная сварка имеет свои минусы, сводятся они, в основном к организационным вопросам и стоимости технологической операции. Недостатки контактной сварки:
Электрическая контактная сварка подразделяется на несколько видов, в зависимости от характера сварного шва и ведения технологической операции:
Контактная точечная сварка — две плоскости соединяются отдельными, точечными касаниями равными по площади сечению электродов, которые одновременно работают на сжатие и являются источником тока. Может выполняться как двух, так и односторонняя контактная точечная сварка,
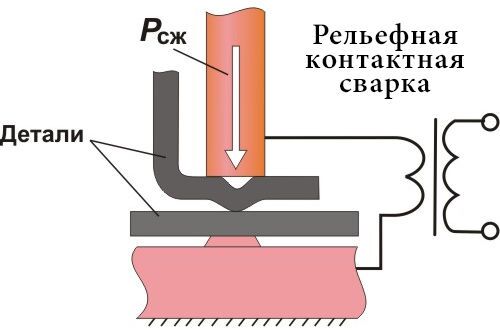
Схема рельефной контактной сварки
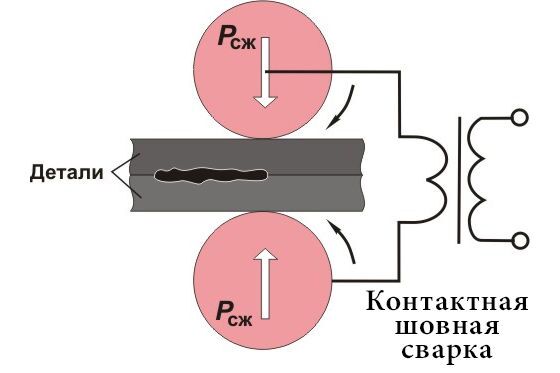
Контактная шовная сварка
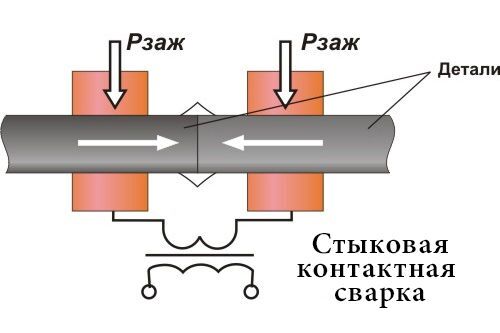
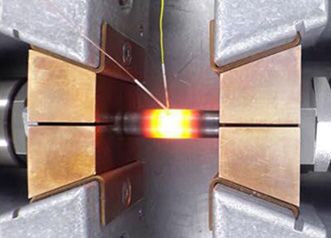
Стыковая контактная сварка
Разновидности контактной сварки определяются узкой специализацией, и, соответственно конструкцией машин. Проводятся по методу сопротивления и оплавления (с нагревом и без). Метод сопротивления используется для малогабаритных деталей, с максимальной площадью сечения 200 мм². Контактная сварка методом оплавления способна прочно соединить более крупные изделия. Наиболее востребована контактная сварка:
Для исключения деформации в свариваемых изделиях необходимо соблюдать требования «контактная точечная сварка ГОСТ 15878-79». Существует закономерность между размером электрода, силой и временем подаваемого тока, силой давления и толщиной свариваемого изделия. Обозначение контактной сварки на чертеже не указывает на методы и условия. Параметры приведены в таблице.
|
Толщина детали (мм) |
Размеры электродов (ММ) | Ток | t тока | F эл-ов | ||
| D | d3 | R | кА | сек | кг*с | |
|
0.5 |
12 | 4 | 25-50 | 5,5-6 | 0,08-0,1 | 120-180 |
| 1.0 | 12 | 5 | 75-100 | 7,5-8 | 0,12-0,16 |
250-300 |
|
1.5 |
16 | 7 | 100-150 | 10,5-11,5 | 0,16-0,22 | 400-500 |
| 2.0 | 20 | 8 | 100-150 | 13-15 | 0,18-0,24 |
600-700 |
|
3.0 |
25 | 10 | 150-200 | 20-22 | 0,24-0,3 |
900-1000 |
|
4.0 |
25 | 12 | 200-250 | 23-25 | 0,4-0,56 |
1300-1500 |
При этом область применения контактной сварки не ограничивается ни маркой стали, ни способами, которыми она будет проводиться.
Контактная сварка очень практичный современный метод, но здесь важно учитывать временные интервалы при нагреве и охлаждении.
«Важно!
Если сильно расплавить зоны, то при быстром отведении тепла от расплава, образуется нежелательная структура, которая делает шов хрупким.»
Поэтому нагрев должен быть кратковременным и быстрым, ровно таким, чтобы при дополнительном механическом воздействии, произошло взаимодействие на молекулярном уровне. Контактная стыковая сварка может осуществляться спец электродами по окружности.
Быстрому отведению тепла способствуют низкие температуры, при которых проводится контактная сварка, поэтому желательно технологическую операцию проводить в теплом помещении, и, обеспечить медленное охлаждение, вне зависимости от того, какие виды контактной сварки применяются.
Аппараты для контактной сварки подходят одновременно для шовного, стыковочного и точечного соединения. Форма шва зависит от типа электродов, которые выпускаются в различных вариантах. Сварочные агрегаты по мощности и назначению разделяются на:
Стационарные аппараты контактной сварки

Ручные аппараты контактной сварки
По конструкции агрегаты разделяются на:
По типу вырабатываемой электроэнергии агрегат разделяется:
Принцип работы контактной сварки основан на эффекте короткого замыкания.
Наиболее экономичный и эффективный из аппаратов относится к конденсаторному типу. Каждый из них рассчитан на конкретный вид нагрузок, а его мощность определяется мощностью трансформатора и емкостью конденсаторов, в которых аккумулируется электроэнергия, т.е. происходит зарядка.
«Обратите внимание!
Мгновенная разрядка конденсатора, при которой происходит контактная точечная сварка, позволяет выдать силу тока большой величины, используя обычную сетевую мощность.»
Расход энергии всегда равномерный, что обеспечивает стабильный результат.
Контактная точечная сварка применяется для соединения низкоуглеродистых, низколегированных сталей, а также цветных сплавов на медной, хромоникелевой, алюминиевой основе. Это рельсы, полые трубы, пруты и полосы, используемые в ответственных узлах деталей конструкций и агрегатов под различными видами давления. Позволяет соединять тонкие листы аустенитной стали.
Агрегаты, которыми проводится контактная сварка, выполнены в закрытом безопасном корпусе, и в таком виде должен эксплуатироваться. Перед началом работ необходимо проверить правильность соединения электродов, цельность обмотки проводов, работоспособность блокировок и аварийных выключателей.
В течение все работы необходимо использовать защитные очки, перчатки и диэлектрические коврики и обувь. В мастерской должна находиться аптечка с такими препаратами как пантенол, капли для глаз.
При правильно выполненной работе, контактная сварка не имеет дефектов, присущих остальным видам сварки. Но при несоблюдении требований ГОСТ, использовании не соответствующей силы тока, возникают следующие виды брака:
Особенности контактной сварки позволяют исправить нескорые дефекты, высверлив их и поставив на их место заклепку или исправить недочет повторной сваркой.
Контактная сварка это универсальный метод, позволяющий соединить практически все виды черных и цветных сплавов, а также заготовок различных размеров сечения и толщины. Достигается это благодаря большой вариантности изготовления сварочных аппаратов по мощности, форме электродов и принципу соединения.
Способ контактной точечной сварки настолько прост, что умельцы собирают аппараты буквально из подручных средств, и проводят ее в домашних условиях. Для этого достаточно знать элементарные законы физики и строения металлов. Контактная сварка еще не раскрыла полностью своих возможностей и пределов развития.

Автор: Игорь
Дата: 26.03.2017
Рейтинг статьи:


Понравилась статья?
Поделиться в соцсетях
ПОХОЖИЕ СТАТЬИ
 ОПРОСЫ
ОПРОСЫ
 ПОДПИСКА
ПОДПИСКА




Полное или частичное копирование материалов допускается при размещении активной ссылки



 Главная
Главная