Автор: Игорь
Дата: 19.03.2017


Кузнечная сварка появилась за несколько тысяч лет до нашей эры, но благодаря своим преимуществам используются и сегодня. Древние способы сварки: кузнечная и литейная не очень отличаются от современных, разве, что с развитием науки–химии появились эффективные присадки и добавки, а большое количество сплавов на основе железа и цветных металлов расширяют области применения.

Процесс кузнечной сварки

Кузнечная сварка имеет свои ограничения, но используется активно современными кузнецами. Для сварки колец, полос листового железа, обручей, подковки лошадей очень актуальна кузнечная сварка. Изготовление ножей по типу дамасской стали очень популярно среди коллекционеров, клинки известных мастеров достигают стоимости нескольких тысяч долларов. И это не зря, кузнечная сварка ламината позволяет добиться необычайно красивого узора, высоких показателей стойкости и прочности изделия.
Для начала приведем положительные факторы:
Несмотря на такие доводы, кузнечная сварка не используется в больших масштабах, почему:
В зависимости от формы изделия и назначения, кузнечная сварка проводится несколькими способами:
Сварка кузнечным способом до сих пор остается актуальной и доступной в сельской местности, где распространен гужевой транспорт.

Способы кузнечной сварки
«Обратите внимание!
При спаивании разнородных сплавов, необходимо первоначально нагреть сплав, который подвергается нагреву до более высоких температур. Но порошок для кузнечной сварки подсыпается на поверхность при нагреве не более чем 950-1050º С.»
Нагрев заготовки происходит в горне, в защитной атмосфере (не окислительной), для этого используют такие виды топлива: кокс, каменный уголь с низким содержанием серы (элемент снижает прочность и повышает ломкость сварного шва). Уголь должен прогореть, так вместе с ним выгорает большая часть серы, только после этого нагревают концы, подлежащие обработке.

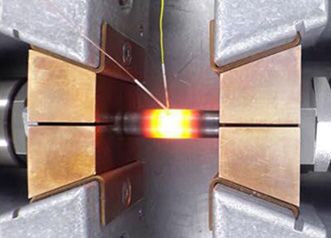
Процесс нагрева заготовки
Температура кузнечной сварки определяется визуально, по оттенку раскаленного металла, а степень нагрева зависит от содержания углерода в стали:
Кузнечная сварка – очень тонкое дело, нельзя передерживать в горне заготовку: как только рабочие части изменят цвет, заготовку сразу достают и, счистив железной щеткой окалину, начинают отковывать. Для начинающих мастеров, окажется хорошей подсказкой, что такое кузнечная сварка металла.
Кузнечная сварка предполагает использование специфического оборудования:
Наиболее благоприятна кузнечная сварка для сталей с содержанием углерода до 0,4 % и минимальным содержанием таких элементов как Si, Cr, Cu, W, V, Р, S. Зато Mn, при его содержании до 0,8 % улучшает пластические свойства металла и благоприятно сказывается на протекании работ.
При нагреве до высоких температур, поверхность начинает окислятся, образуя FeO, SiO, Al2O3. Пленка из этих оксидов превращается в промежуточный слой, который препятствует свариванию. Повышенным содержанием оксидов отличается кузнечная сварка нержавейки, а также шарикоподшипниковых, алюминиевых, высокоуглеродистых сплавов.
Чтобы исключить негативное влияние оксидов, используется кузнечная сварка бурой, вещество, которая при соединении с ними, образует шлаковый слой, сохраняющий поверхность от дальнейшего окисления во время нагрева. Перед началом операции, шлак удаляется. Для формирования шлака используется флюс для кузнечной сварки, его химический состав может изменяться, в зависимости от компонентов. Флюс расплавляет оксидную пленку и препятствует созданию новых оксидов. Одним из компонентов флюса является бура для кузнечной сварки, она имеет постоянный химический состав, и для легкоплавких сталей может использоваться самостоятельно.
Кузнечная сварка это, прежде всего, опасный вид занятий, связанный с использованием:
Поэтому рабочее место должно отвечать всем требованиям пожарной технике безопасности, использоваться СИЗ из огнестойких материалов. Для защиты зрения должны использоваться очки. На рабочем месте должна находиться аптечка с препаратами для оказания первой медицинской помощи:
Укованный металл — самый качественный. В любом сплаве всегда присутствует большое количество деформаций, появляющихся при литье, термомеханической обработке, неметаллических включениях, химической и дендритной ликвации. Ковка устраняет многие из них:

Кузнечная сварка металла
Такие же свойства имеет и кузнечная сварка.
Кузнечная сварка дает принципиально новое направление в производстве, где вместо нагревательных печей используются выносные горелки, а вместо молота и наковальни – прокатка прижимными валками. Таким образом, кузнечная сварка металла внедряется и в промышленные масштабы, позволяя изготавливать изделия, где другой способ был бы нерациональным. Другими словами: «Мы извлечем отсюда столько рационального и полезного, сколь только сможем»

Автор: Игорь
Дата: 19.03.2017
Рейтинг статьи:


Понравилась статья?
Поделиться в соцсетях
ПОХОЖИЕ СТАТЬИ
 ОПРОСЫ
ОПРОСЫ ПОДПИСКА
ПОДПИСКА



Полное или частичное копирование материалов допускается при размещении активной ссылки



 Главная
Главная