Автор: Игорь
Дата: 01.04.2017


Сегодня без сварочных работ не обходится ни одно хорошее хозяйство. Многие собственники уже обзавелись личными сварочными агрегатами, кто-то берет их в аренду, остальные также мечтают иметь что-то свое. Большинство возникающих проблем помогают решить аппараты дуговой сварки, но возникают ситуации, когда необходима немножко другая специфика соединения. Контактная сварка своими руками дает возможность отремонтировать и изготовить изделия, механизмы оборудование из различных металлов как в мелкой мастерской, гараже, на даче, так и у себя дома.
Аналогично шовной и стыковой, контактная точечная сварка относится к классу деформируемых термомеханических соединений материалов. Но если первых две технологии требуют сложного оборудования, собрать которое кустарным образом практически невозможно, в различных источниках существует огромное количество информации, как сделать точечную сварку своими руками. Конструкция сварочного аппарата для этих целей достаточно проста и, имея определенные навыки, собрать его своими руками доступно многим.

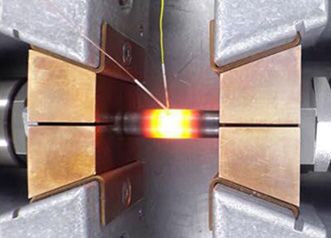
При выполнении точечной сварки по ГОСТу возможно надежно соединить даже металлы, сильно отличающиеся по составу. Технология основана на нагреве соединяемых деталей до определенных температур проходящим через них электротоком. Во время импульса между электродами аппарата, длящегося 0,01-0,1 сек. Материалы расплавляются до пластической деформации, и происходит их взаимное перемешивание. Пока канал расплава не застынет, поверхности удерживаются в плотно прижатом состоянии друг к другу. Одинаково эффективными могут быть как заводская, так и самодельная точечная сварка.

Технология контактной сварки
Чтобы максимально уменьшить зону разогрева соединяемых заготовок, для выполнения процесса выбирается точечный тип электродов. Они создают минимальную контактирующую зону. Также контактная сварка своими руками обеспечивает максимальную надежность соединения, когда зона соприкосновения поверхностей предварительно обрабатывается обезжиривающими составами, а сила прижатия уменьшается по мере кристаллизации расплава. Устройства для точечной сварки создают швы, выдерживающие большие механические нагрузки, но большинство соединений оказываются не герметичными.
Точечная сварка своими руками помогает выполнять крестообразные соединения, стыки арматуры железобетонных панелей и блоков, ей соединяют стальные трубы, медные и алюминиевые провода. В отличие от заводских аппаратов дома трудно добиться хорошей силы сжатия материала между электродами, а без выполнения этих условий качество процесса теряется. Поэтому контактная сварка своими руками в большинстве случаев выполняется с установкой мощного рычажного либо рычажно-винтового зажима. Также устройство часто оборудуется крепким массивным основанием с возможностью крепежа, хотя нижним электродом может служить и одна из свариваемых частей заготовки.
Все аппараты электронно-лучевой сварки имеют схожую конструкцию:
Точечная сварка своими руками обычно характеризуется малым выходным напряжением (от 1 до 42В) и большим рабочим током (от 300 до 2000А). Это позволяет проводить работы с металлическими заготовками толщиной от 0,1 до 1,5 мм, а также с проволокой и прутками диаметром до 6 мм. Также в сварочном аппарате должна обеспечиваться возможность регулировки сварочного тока либо длительности исходящего импульса для разного по толщине и характеристикам металла. В противном случае сварка может оказаться не прочной либо соединяемые заготовки будут прожигаться насквозь.

Конструкция точечной сварки
Разобравшись, как сделать контактную сварку своими руками, сначала необходимо подобрать подходящий трансформатор. Именно от него будут зависеть мощность, вес и размеры вашей будущей установки. Те, кто умеет это делать, могут намотать обмотки устройства самостоятельно. Также существует альтернатива воспользоваться трансформатором с отслужившей свой срок микроволновки, телевизора, ЛАТРа, инвертора и других устройств, но потребуется его немножко доработать.

Сварочный трансформатор для точечной сварки
Для получения требуемых параметров подойдет трансформатор с магнитопроводом сечением от 60 см2 и мощностью от 1 кВт. Лучше, когда его обмотки будут расположены отдельно. Первичная должна содержать 150-165 витков провода ПЭВ2 (ПЭТВ) 1,6-1,7 мм в диаметре, для вторичной достаточно 3-4 витков толстого одножильного или многожильного медного провода (шины) сечением от 100 мм2. Если необходима более мощная точечная сварка своими руками для соединения металла толщиной до 3-4 мм, понадобится очень больший выходной ток (3000А и более). Получить его возможно, соединив два и более одинаковых трансформатора параллельно друг другу (направление витков обмоток должно совпадать).
«Важно!
Располагая первичную и вторичную обмотку на одном сердечнике, необходимо их хорошо изолировать друг от друга.»
Лучше использовать диэлектрический картон, лакоткань, фторопласт. Во избежание больших потерь мощности, концы вторичной обмотки выводятся на столь же толстые медные наконечники сварочного пистолета, а длина подводящего провода выбирается минимальной. Управляется такая система при помощи выключателя на первичной обмотке трансформатора и рычага для крепления сварочных электродов.
Зная, как сделать точечную сварку простейшего типа, можно существенно модернизировать примитивное устройство и улучшить качество сварки. Для этого понадобятся некоторые навыки намотки трансформатора и умение разбираться в электрических схемах. Чтобы грубо регулировать выходной сварочный ток, первичная обмотка Тр2 разбивается по секционно на равные отрезки, точки соединения которых выводятся на переключатель (например: 150вит+50вит+50вит+50вит+50вит). Плавная регулировка осуществляется подстроечным сопротивлением R1 в постоянно подсоединенном сетевом выводе.
Общее количество витков первичной обмотки Тр2 зависит от толщины используемого провода и рассчитывается на подаваемое на него входное напряжение.

Толщина кабеля

Витки первичной обмотки
Управление сварочным трансформатором осуществляется электронным реле, собранным на тиристоре VS1, включенным в диагональ выпрямительного диодного моста его первичной обмотки. Добавочным трансформатором Тр1 питается управляющая сеть тиристора и лампа индикации работы прибора. В точечной сварке на тиристоре для этих целей может использоваться любой понижающий трансформатор 220В/15-25В, а также готовый диодный мост КЦ402 или отдельные диоды. Функции SA5 выполняются любым слаботочным электромагнитным реле (РЭС-32, 43,55). Продолжительность импульса можно регулировать, установив реле времени.
Для крепления электродов используют пистолет или клещи. Первый вырезается из гетинаксовых или текстолитовых пластин толщиной 10-12 мм, для вторых могут использоваться медные или бронзовые прутки. Их диаметр не должен быть меньше диаметра подводимых проводов. Образцы конструкции легко отыскать в интернете.
При правильной и аккуратной сборке точечная сварка своими руками начинает работать сразу при включении. Для проверки качества соединения приварите к заготовке тонкую стальную полоску. При последующем ее отрыве плоскогубцами в местах соединения должны остаться небольшие отверстия. Опытным путем отрегулируйте длительность импульса и сварочный ток.
Включение и отключение оборудования допускается лишь при сжатом состоянии электродов, иначе от искр подгорят их контакты. Желательно принудительно охлаждать аппарат приточным вентилятором – трансформатор и электроды не должны перегреваться. Делайте перерывы в работе. Обязательно заземляйте аппарат и свариваемые изделия. Пользуйтесь резиновым ковриком, прорезиненными перчатками и защитными очками.

Автор: Игорь
Дата: 01.04.2017
Рейтинг статьи:

Понравилась статья?
Поделиться в соцсетях
ПОХОЖИЕ СТАТЬИ
![]()
 ОПРОСЫ
ОПРОСЫ ПОДПИСКА
ПОДПИСКА



Полное или частичное копирование материалов допускается при размещении активной ссылки



 Главная
Главная