Автор: Игорь
Дата: 08.04.2017


Основным принципом контактной сварки является тепловое воздействие на соединяемые детали. Это активно используется при ремонте аккумуляторов. Аппараты для выполнения этой процедуры можно не только приобрести в готовом виде в магазине, но и сделать самостоятельно. Контактная сварка аккумуляторов своими руками уступает по многим параметрам заводской сборке, но для домашних работ это может оказаться вполне приемлемой. В основном такие аппараты применяются для соединения клемм на аккумуляторах. За последние годы контактная сварка для аккумуляторов только набирает свою популярность.

Контактная сварка аккумуляторов своими руками
Для домашних аппаратов, которые будут использоваться для закрепления небольших пластинок из металла не требуется слишком мощных характеристик. Продолжительность воздействия импульса не должна быть выше 450 миллисекунд. Параметры тока должны регулироваться в пределах 400-1200 А.

Точечная сварка для аккумуляторов своими руками обладает следующими преимуществами:
Также стоит выделить недостатки, которыми обладает аппарат для точечной сварки, сделанный самостоятельно:
Контактная сварка для аккумуляторов имеет несколько основных частей, которые входят в ее общее устройство. В механической части присутствуют электроды, которые проводят электричество. Также тут присутствуют элементы для сжатия деталей во время сварки. В мощных заводских аппаратах здесь может применяться гидравлика, но в самодельных практически все механическое.
В электрической части основным устройством является сварочный трансформатор. Он соединяется с прерывателем первичной цепи, а также с элементами подачи электроэнергии на место сварки. В современных заводских моделях также присутствует сложная электроника, которая в самодельных аппаратах не применяется.
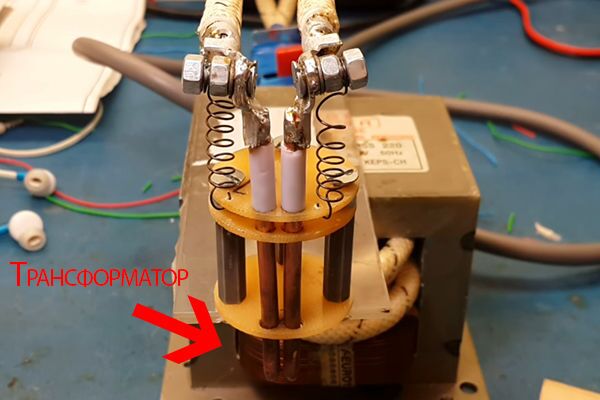
Трансформатор в конструкции
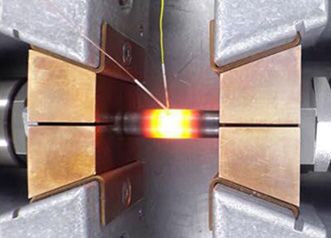
Аппарат для точечной сварки своими руками обладает достаточно простым принципом действия, основанным на воздействии тепловой энергии. На электроды, которые впоследствии соприкасаются с металлическими деталями, подается электричество. В месте соединения образуется сварное ядро. Под механическим воздействием электроды сильно прижимаются к свариваемой детали. При воздействии электрического тока детали нагреваются и привариваются друг к другу.
Схема управления контактной сваркой для аккумуляторов:

Схема контактной сварки аккумуляторов своими руками
Существует множество схем аппарата. В данном случае в нее входят следующие компоненты:
Точечная сварка для литиевых аккумуляторов своими руками требует специального подхода и тщательности при изготовлении. Сам процесс состоит из следующих этапов:
«Важно!
Вторичную обмотку нужно удалить из взятого трансформатора. Это можно сделать при помощи обыкновенного молотка или болгарки. Верх обмотки можно спилить, а остальное попросту выбить или выломать из корпуса изделия. Склеивать распиленный сердечник намного сложнее, чем сначала поработать своими руками, чтобы все очистить.»
Аппарат, которым производится конденсаторная точечная сварка для аккумуляторов своими руками, может быть не совсем качественно сделан и его функции могут не соответствовать заявленным требованиям. Во время сборки вы можете допустить ошибки, которых сразу не заметить. Поэтому, нужно обеспечить предварительную проверку, прежде чем запускать все в действие.
Для предварительной проверки нужно соблюдать правила безопасности, которые предписываются данному типу сварки. Для пробы нужно взять ненужные детали, порча которых не повлечет за собой особых утрат. Сварку желательно проводить на минимальной мощности, чтобы не пережечь. Если опыт прошел удачно, то его стоит повторить с максимальной мощностью.
Данный тип аппаратов вполне возможно сделать дома. Но использовать в профессиональной сфере такую технику не рекомендуется.

Автор: Игорь
Дата: 08.04.2017
Рейтинг статьи:


Понравилась статья?
Поделиться в соцсетях
ПОХОЖИЕ СТАТЬИ
 ОПРОСЫ
ОПРОСЫ ПОДПИСКА
ПОДПИСКА



Полное или частичное копирование материалов допускается при размещении активной ссылки



 Главная
Главная