
Автор: Игорь
Дата: 31.07.2017


Прочность и долговечность различных коммуникаций из пластика зависит, насколько точно учтена температура пайки полипропиленовых труб. При сваривании изделий из полипропилена необходимо учитывать время нагрева материала, время остывания стыков. Правильное сопоставление и учет температурных и временных показателей процесса пайки технических изделий из полипропилена способствует изготовлению прочного и надежного материала. При отклонении от технологии изделие будет иметь разрывы в местах стыка и отличаться низким качеством.
Пайка ПП труб

Температурный режим пайки трубных изделий из полипропилена напрямую зависит от применяемого полимера. На практике используются 4 типа материалов:
Помимо выдержки температурного режима, сварка полипропиленовых труб своими руками зависит от давления, которое способно выдержать трубное технических изделий конкретной маркировки.
Первый тип применяется при прокладывании техизделий, предназначенных для холодного водоснабжения. Трубные изделия с маркировкой PN20 считаются универсальными и предназначены для холодного и горячего водоснабжения, но при учете, что воздействие +95 С носит кратковременный характер. Если температура не соблюдается, то от ее действия они потеряют герметичность и деформируются.
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
«Обратите внимание!
Излишний перегрев фитинга и трубного техизделия при сваривании становится причиной деформации деталей. Нарушается их геометрия, а во внутреннем сечении происходит наплыв валика.»
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С. Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода.

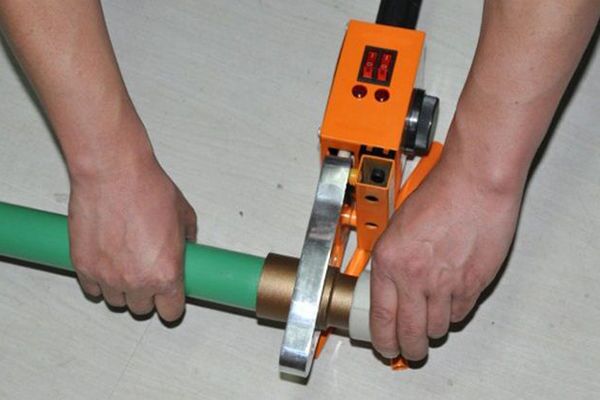
Снятие трубы с аппарата для пайки
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.

Автор: Игорь
Дата: 31.07.2017
Рейтинг статьи:


Понравилась статья?
Поделиться в соцсетях
ПОХОЖИЕ СТАТЬИ
 ОПРОСЫ
ОПРОСЫ ПОДПИСКА
ПОДПИСКА



Полное или частичное копирование материалов допускается при размещении активной ссылки



 Главная
Главная












