
Автор: Игорь
Дата: 10.03.2018


Проверка на герметичность сварных швов необходима при работе изделия под давлением, с жидкотекучими и газообразными средами. Это относится к трубопроводам, емкостям, резервуарам и подобным элементам конструкции. Контролю подвергаются сварные швы роликового и точечного типа. Описывает требования к проверке на герметичность сварных швов ГОСТ 3242-69.
Все виды контроля направлены на определение и устранение некачественных изделий при приемке, их применение определяется точными вычислительными приборами, инструментами технологиями, позволяющими узнать, как проверить сварной шов на герметичность с точностью до микрон.

Испытание герметичности сварного соединения

«Важно! Проверка готового изделия осуществляется предприятием изготовителем, в процессе эксплуатации, эту процедуру выполняет владелец в указанные сроки в нормативно-технической документации.»
Существует несколько методов проверки, каждый из которых имеет узкую направленность. Важно применять метод, наиболее приемлемый в конкретных условиях.
Методы контроля выбираются в зависимости от условий эксплуатации изделия:
Проверка герметичности сварных швов предназначена для всех изделий ответственного назначения. Требования к проверке точечного и роликового соединения различаются из-за принципиального различия технологии, формы и назначения. В отличие от всех возможных способов, керосиновая проба сварных швов позволяет провести это исследование в домашних условиях.
Осложняется недоступным наблюдением шва под нахлесткой, при котором дефекты, а также точное место нахождения становятся трудно определяемыми.
В этом случае соединение двух поверхностей проводится стык в стык. Обнаружение брака упрощается благодаря открытому соединению. Доступная визуализация позволяет выявить плохой сварочный шов, являющийся причиной дефекта. Этому типу сварки присущи следующие виды брака:
Как исправляются свищи в сварном шве при их выявлении? В большинстве случаев, это место обрубается и сваривается, при невозможности такого подхода, каждое изделия рассматривается комиссионно. Изделие могут переназначить для другого, менее ответственного использования или забраковать полностью.
Проводится при помощи воды, которая подается под давлением в 1,5-2 раза превышающее рабочее давление сосуда. В течение 10-15 минут проверяется герметичность швов: запотевание, увлажнение и т.д.
Самый экологический способ. Такой дефект как свищ сварного шва может образоваться в процессе эксплуатации, в местах, где происходит критическое напряжение в структуре металла, или же из-за точечной коррозии, а также при некачественном сварном соединении. Проверка пневматикой или вакуумом. На одну сторону шва наносят мыльный раствор, на противоположную крепят камеру вакуумирования. При наличии трещины воздух поступает в камеру, а место течи определяется по пузырькам. К недостаткам можно отнести небольшую производительность и техническую нерентабельность при проверке больших емкостей.

Пневматическое испытание шва
Как проверить сварной шов на герметичность керосином? Это вещество выбрано не случайно: оно обладает высокой текучестью, больше чем у воды в несколько раз. Кроме того, проверка сварных швов керосином позволяет определить микроскопические трещины и свищи в домашних условиях, без сложных приспособлений. Проводится он следующим образом: на проверяемую поверхность наносят меловую пленку, которая должна послужить индикатором, а на обратную сторону заливают керосин.
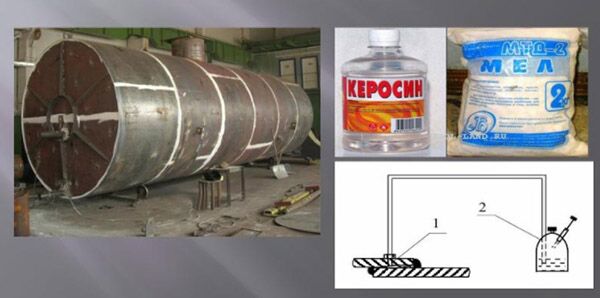
Проверка герметичности керосином
Такой тип проверки также основывается на показаниях индикаторов. Проводится он при помощи сжатого воздуха, в который добавлен раствор аммиака. С противоположной стороны накладывается бумага или чисты медицинский бинт. Веществом–индикатором является фенолфталеин, которым пропитывают материал или 5 % нитрат ртути. При соприкосновении аммиака и индикатором происходит реакция, образующая фиолетовый цвет.
Самый сложный метод из всех существующих, но его использование позволяет не только определить место протечки, а еще и расчетный путем установить его размер. В качестве рабочей среды могут выступать 3 вещества:
Проверка сварных соединений зависит от формы и размера изделия. Условно можно подразделить способы на 2 вида:
Кроме того некоторые доступные методы объясняют, как проверить сварочный шов на герметичность в домашних условиях, без трудоемких затрат и специфических приборов, например, такой как проверка сварочного шва на герметичность керосином.
В продажу изделия поступают в проверенном состоянии, а для безопасной эксплуатации составлен на каждый тип изделия свой график осмотра и проверки максимально удобным владельцу методом.

Автор: Игорь
Дата: 10.03.2018
Рейтинг статьи:

Понравилась статья?
Поделиться в соцсетях
ПОХОЖИЕ СТАТЬИ
 ОПРОСЫ
ОПРОСЫ ПОДПИСКА
ПОДПИСКА



Полное или частичное копирование материалов допускается при размещении активной ссылки



 Главная
Главная











