
Автор: Игорь
Дата: 17.07.2017


Под электродом в сварке подразумевается металлический или неметаллический стержень, созданный из электропроводящих материалов, производящий подвод тока к свариваемому металлу. Без данного изделия проведение сварочных работ невозможно. Современная классификация электродов помогает разобраться, где какие использовать. Сегодня выделяют разные виды электродов для сварки, в зависимости от особенностей их параметров.

Процесс сварки электродом

Изделия, предназначенные для сварки, изготавливаются из материалов, проводящих электрический ток. Благодаря его подводу к месту сварки, обеспечивается расплавка материалов с последующим образованием сварочного шва. Изделие состоит из проволоки, являющейся его основой, и специального покрытия.
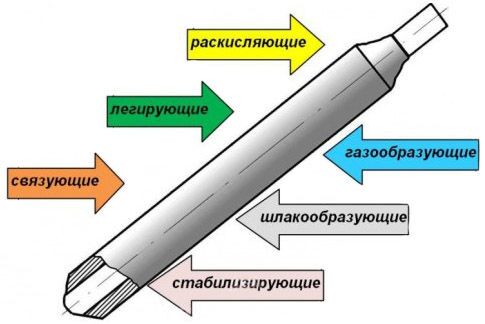
Покрытие является важной составной частью изделия и обеспечивает ряд функций, выполнение которых необходимо для процесса сварки. Длина стержней варьируется от двухсот пятидесяти до семисот миллиметров. Они крепятся в специальном держателе, поэтому последние двадцать-тридцать миллиметров стержня не имеют покрытия.
Вне зависимости от того, какие бывают электроды для сварки, все они должны обеспечивать:
Подобные свойства обеспечиваются покрытием стержней. Важную роль в этом играет их состав. Узнать о свойствах конкретного стержня, его химических, физических и других характеристиках можно по маркировке.
Стержни различаются по своему предназначению, диаметру, типу. Классификация электродов подразумевает их разделение в соответствии с определенными свойствами и обозначение конкретных видов при помощи букв и цифр. Каждый вид имеет свою маркировку, с помощью которой можно узнать о его особенностях.
«Важно!
В маркировке указывается тип изделия, его размеры, марка, особенности покрытия и другие важные параметры.»
В качестве примера для наглядной расшифровки можно взять следующую маркировку «Э46-АНО-21-2,5-У Д Е 43 0/3/ -P-11» под которой распространяются стержни «АНО-21». Она расшифровывается следующим образом:
Выделяют разные типы электродов для ручной дуговой сварки. Умение расшифровки маркировки дает возможность приобрести подходящее для работы в определенных условиях изделие.
Важным элементом приспособления для сварки является их покрытие. Оно играет существенную роль в нормальном функционировании изделий. Классификация электродов по толщине покрытия подразумевает выделение изделий с тонким, средним, толстым и особо толстым покрытием. Вне зависимости от данного параметра, в его состав входят следующие элементы:
Классификация покрытия электродов
Классификация электродов по покрытию подразумевает выделение следующих видов изделий с соответственным буквенным обозначением:
В маркировке может присутствовать несколько букв. Это значит, что при производстве изделия использовалось смешанное покрытие. Конкретные элементы в таком случае зависят от буквенных обозначений.
Все электроды предназначены для обработки отдельных видов металлов и должны использоваться исключительно в соответствии со своим предназначением. Если стержень создан для сварки цветных металлов, использовать его для легированной стали нельзя.
Классификация электродов по назначению подразумевает их разделение на следующие виды:
Разделение осуществляется в согласии с ГОСТом 9466-60. Различные виды сварочных электродов и их применение описаны в данном государственном стандарте.
Стержень, использующийся для сварки, может быть плавящимся (электроды для сварки арматуры) или неплавящимся. В первом случае образование шва происходит за счет плавки самого стержня и обрабатываемого материала. Во втором происходит заполнения шва металлом из свариваемых элементов. Плавящиеся приспособления могут быть сделаны из:
В производстве неплавящихся стержней используются такие материалы, как:
Выделяют также торированные, лантанированные, итрированные неплавящиеся стержни. Также электроды классифицируют в соответствии с пространственными положениями, в которых их можно использовать. Для обозначения данного параметра в маркировке используются цифры от одного до четырех. Соответственно:
Таким образом, сварочные стержни различаются по своему составу. Классификация сварочных электродов подразумевает выделение нескольких видов стержней по таким характеристикам, как тип покрытия, назначение, допустимые пространственные положения во время сварки. Использовать стержни следует по назначению, в противном случае они могут оказаться бесполезными.

Автор: Игорь
Дата: 17.07.2017
Рейтинг статьи:


Понравилась статья?
Поделиться в соцсетях
ПОХОЖИЕ СТАТЬИ
 ОПРОСЫ
ОПРОСЫ ПОДПИСКА
ПОДПИСКА



Полное или частичное копирование материалов допускается при размещении активной ссылки



 Главная
Главная












