
Автор: Игорь
Дата: 26.07.2017


Прежде чем определиться, как правильно держать электрод при сварке, нужно учесть теплопроводность и химический состав металла, параметры тока и напряжения, движение торца электрода, длину дуги – они непосредственно влияют на качество соединения. Лучше всего поддаются сварке низкоуглеродистые сплавы железа, стали с высоким содержанием углерода и чугуны требуют предварительного подогрева.

Серьёзным аспектом сварочной техники, для выполнения качественного сваривания металла, является правильный выбор положения проводника электрического тока. Угол наклона электрода при сварке напрямую зависит от положений. Есть три основных варианта расположения относительно плоскости поверхности:
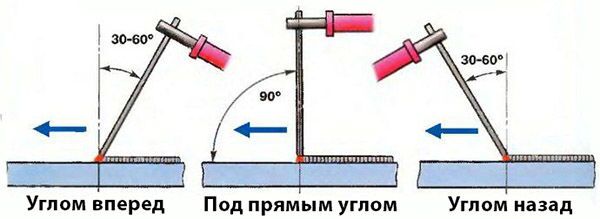
Положение электрода при сварке
При положении углом вперёд, значение наклона будет находиться в диапазоне 30–60 градусов. В таком случае жидкий шлак движется в направлении сварочной ванны и успевает накрывать расплавленную область металла. Та небольшая часть попавшего жидкого шлака будет вытесняться более тяжёлым расплавленным металлом. Если количество шлака впереди увеличивается, следует понизить угол наклона. Когда видно, что жидкий шлак полностью затапливает ванну и не успевает затвердеть, следует принять положение электрода «Под прямым углом». Потом постепенно уменьшать значение угла. Нужно придерживаться баланса. Для неглубокого проплава базового металла, нужно выбрать именно это положение электрода при ручной дуговой сварке.
Под прямым углом. Рабочий угол в этом положении равен 90 градусов. Это самое правильное положение электрода при сварке в труднодоступных местах, где отсутствует возможность выбора какого-либо другого угла наклона. Ещё такой подход необходим для получения проплава базового металла на среднюю глубину.
Углом назад. В этом подходе предусматривается диапазон значения угла наклона от 30 до 60 градусов назад. Применение такого положения, сильно оттесняет жидкий шлак назад и удерживает его позади проплавленной сварочной ванны. Нужно выбрать правильное значение угла для того, чтобы жидкий шлак успевал следовать за электродом и покрывать расплавленный металл. Такое положение электрода при сварке применяется для глубокого проплава базового металла.
К одному из важнейших критериев относится степень требуемых усилий (объём наплавленного металла) для качественного сваривания. Сварочные швы можно условно разделить на:
Для выполнения того или иного сварочного шва, кроме получения нужного объёма наплавляемого металла, важным является способ проплавления краёв, которые будут поддаваться свариванию. Этого можно достигнуть, зная как правильно держать электрод при сварке инвертором, а именно: соблюдение постоянной дистанции между электродом и деталью и выбор необходимой техники перемещения торца сварочного проводника электрического тока.
Типы одновременных движений электрода:

Схематическое отображение движения электрода
Перемещение, выполняемое вдоль электродной оси, гарантирующее постоянную величину дуги, быстроту выполнения сварочного процесса, называется поступательным.
Движение электрода при ручной дуговой сварке производимое вдоль оси шва, позволяющее контролировать быстроту процесса плавления и качества образования шва, называется прямолинейным.
Колебательное перемещение, выполняемое поперёк шовной оси с наклоном 45 градусов, применимо для нагрева краёв, контроля ширины шва. Такого плана движения не выдерживают некоторые типы электродов для ручной дуговой сварки тонколистовых прокатов или для выполнения корневого шва.
Вопрос, на каком расстоянии держать электрод при сварке, является важным, поскольку это напрямую влияет на качество создаваемого шва, его форму, размеры, а также его шероховатость. Расстояние или величина дуги фактически не влияет на показатель глубины проплавления основного металла. При электродной сварке длина дуги может быть:
Самой оптимальной величиной размера дуги является 2-3 мм.

Длина сварочной дуги
Работая электродом «впритык» к поверхности сваривания, другими словами, применяя очень короткую дугу, нужно использовать максимальные и средние токи без применения движений колебательного и поперечного типа. Такое расстояние отлично подходит для выполнения корневых швов в практически всех типах соединений и в разных положениях.
Расстояние между поверхностью детали и сварочным электродом равно приблизительно 50% диаметра проводника электрического тока. Сваривая на таком расстоянии, как правило, увеличивается сварочный ток и глубина проплавления базового металла. Существенно уменьшается напряжение и ширина шва. Сварочная ванна при этом отлично защищена. Одним из пунктов ответа на часто задаваемый вопрос: как правильно держать электрод при сварке вертикального шва, является то, что короткая дуга применима во время вертикальной сварки, а также для получения потолочных и горизонтальных швов.
«Обратите внимание!
Особенностью средней дуги является дистанция между электрическим проводником и поверхностью детали от 1 до 1,2 диаметра применяемого электрода. Соблюдая такое расстояние, повышается напряжение и существенно расширяется шов.»
Применяя длинную дугу от 150% диаметра электрода, чаще всего, шов получается шире, уменьшается глубина проплавления, существенно понижается защита ванны. Может возникать сильное разбрызгивание электродного металла, вследствие чего формируются поры в сварочном шве.
Под режимом подразумевается совокупность аспектов для создания нормального протекания процедуры сваривания. Он напрямую зависит от того, под каким углом держать электрод при сварке, а также влияет:
Повышение тока может вызвать, при постоянной скорости, увеличение глубины провара, что характеризуется переменой значения прямолинейной энергии. А также сменой показателя давления, оказываемого дуговым столбом на сварочную ванну.
Показатели полярности и рода тока влияют на внешний вид и размеры шва.
Ширина шва ещё напрямую зависит от величины параметра напряжения. Чем он выше, тем шире шов.
Диаметр сварочного проводника подбирается в зависимости от толщины свариваемого материала, положения, в котором производится сварка, а также от особенностей соединения и формы подготовленных краёв под сварку.
Ещё зависят режимы сварки от положения электрода и свариваемой детали.
Процесс сваривания предназначен для получения неразъёмных соединений металлических элементов с помощью местного нагрева до пластичности и плавления. Он широко используется в строительной и промышленной отраслях для изготовления различных металлоконструкций, арматурных каркасов в железобетонных изделиях.
Процесс сваривания существенно снижает трудозатраты при производстве работ по изготовлению металлоконструкций, обеспечивает надёжную связь элементов и экономит металл. Быстрее всего поможет выяснить, как правильно держать электрод при сварке, видео с уроками специалистов и подробным описанием процесса.

Автор: Игорь
Дата: 26.07.2017
Рейтинг статьи:



Понравилась статья?
Поделиться в соцсетях
ПОХОЖИЕ СТАТЬИ
 ОПРОСЫ
ОПРОСЫ ПОДПИСКА
ПОДПИСКА



Полное или частичное копирование материалов допускается при размещении активной ссылки



 Главная
Главная













Действительно без сварки сейчас ни одна стройка не обходится. Металлоконструкции и арматурные каркасы самые прочные долговечные. Не зря, с помощью сварки в строительстве создают целые здания и сооружения, которые стоят века. Но сварочный процесс достаточно сложен, в статье хорошо описаны многие нюансы.